
全国咨询热线:
0769-85834598

产品中心PRODUCTS联系我们CONTACT US
地址:广东省东莞市厚街镇上屯上涌路25号厚道路边 电话:0769-85834598 经理:赵小姐 18924354626
|
产品中心
BL-6170-B 150T程序控制压片机
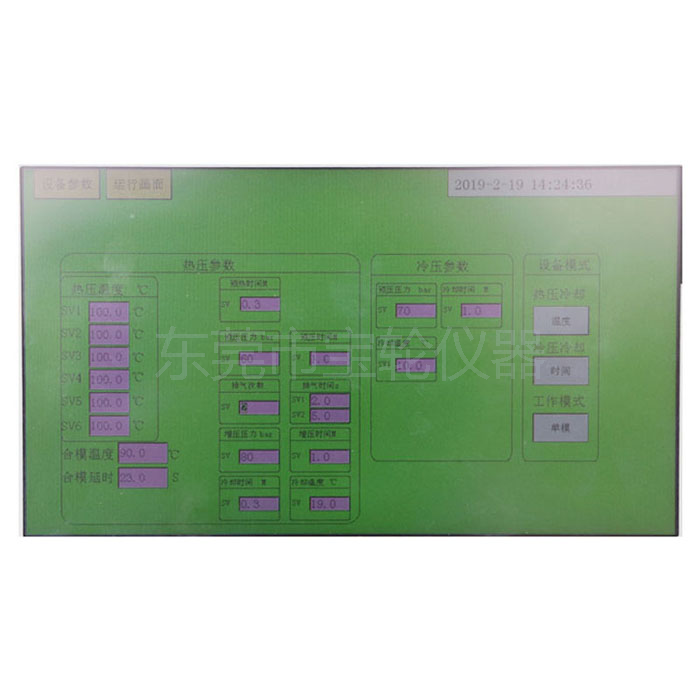
150T程序控制压片机相关参数: 2. 压力精度:±1Mpa 3. 温度范围:常温~350℃ 4. 程 控 器:PLC可编程序彩色触摸屏,人机操作界面,所有运行参数均可以任意设定和控制,模压进程和硫化曲线还可动态显示 5. 温度精度:±2℃ 6. 加热方式:电热管 7. 压板尺寸:800×800×60mm 8. 压板距离:120mm 9. 压板材质:S136塑胶磨模具钢材 10. 压板表面:HRC60镜面镀铬 11. 工作层数:1层双工位 、S136塑胶磨模具钢材,耐高温,耐酸碱,不易变形,不易生锈。 12. 冷却方式:自来水冷却,加热程序结束后系统即刻自动切换到冷却程序并以全压力(不开模)冷却(客户自备水源接驳口) 13. 梯度加压:0~2段 14. 排气次数:0~10次可设定 15. 排气停顿:有 16. 传 感 器:南力测控压力变送器 17. 特型阀板:采用“天丰”品牌 18. 电磁换向阀:台湾“伟盛” 19. 油压系统:比例液压流量阀闭环控制系统,具有压力自动保压补偿和油泵延时停机功能 20. 油压介质:60L美孚46#防冻液压油(客户自备) 21. 油缸速度:4~11mm/s双速功能,快速合模慢速锁模:低压力时采用高接近速度,高压力采用低接近速度 22. 平行度:满压情况下≦0.02mm/m 23. 热压单元:二段梯度加压,0~10 次排气次数,需要有排气停顿;需要有热压压力设定,热压温度设定,热压时间设定。 24. 冷压单元:一段梯度加压,无排气和排气停顿;具冷压压力设定,冷压温度设定功能。 25. 传输机构:可以将所压原材料从热压单元传输到冷压单元,同时可将所压原材料从冷压单元传输到热压单元;自动模式下:配合程序将所压原材料从冷压单元传输到热压单元,可将所压原材料从热压单元传输到冷压单元; 26. 安全门:为保证本设备使用时的安全性,本设备配有注塑机式推拉安全门,且安全门上配有感应器,当安全们打开时达到如下要求: ① 热压单元和冷压单元处于开模状态,则无法闭模; ② 热压单元和冷压单元处于闭模状态,则无法开模: ③ 传输机构无法工作。 27. 柱塞缸直径:柱塞缸直径390mm,活塞直径340mm 28. 柱塞缸上匹配法兰直径:550mm 29. 操作系统单位:Mpa;时间:秒(s);温度:摄氏度(℃); 30. 工作周期计时:自动模式下,可对一个工作周期进行计时; 31. 功 率:25KW 32. 体 积:2800×1360×1500(W×D×H)mm 33. 电 源:3∮,AC380V,20A三相五线(客户自备电源接驳口) 34. 重 量:约8.8T
150T程序控制压片机自动模式下操作流程: 放料:打开安全门后,将压制的原材料及其载板放置到冷压单元上的传输模框上→关上安全门后,按下启动按钮/键,待热压单元温度达到设定的温度,传输机构将载板及其原材料从冷压单元传输到热压单元→合模:载板及其原材料传输到热压单元后,模压板自动上升合模→第一段预压运行(完成预压,排气)→第二段增压运行(完成增压,排气)→开模:待第二段增压运行完毕后开模→传输机构将载板及其原材料从热压单元传输到冷压单元→合模:待传输机构将载板及其原材料在冷压单元静止后,冷压板自动上升合模,直到加压到设定的冷压压力→开模:待冷压单元的系统温度降到设定的温度后,自动开模,同时报警提醒操作人员。 |







CONTACT US 联系我们

全国咨询热线

0769-85834598
联系地址:广东省东莞市厚街镇上屯上涌路25号厚道路边
超薄吹膜机厂家,工厂价格,生产商,供应商,报价哪家好